传真:0763-5383627
QQ:137454305
邮箱:137454305@qq.com
地址:清远市清新区太和镇飞水开发区创意智能工业园
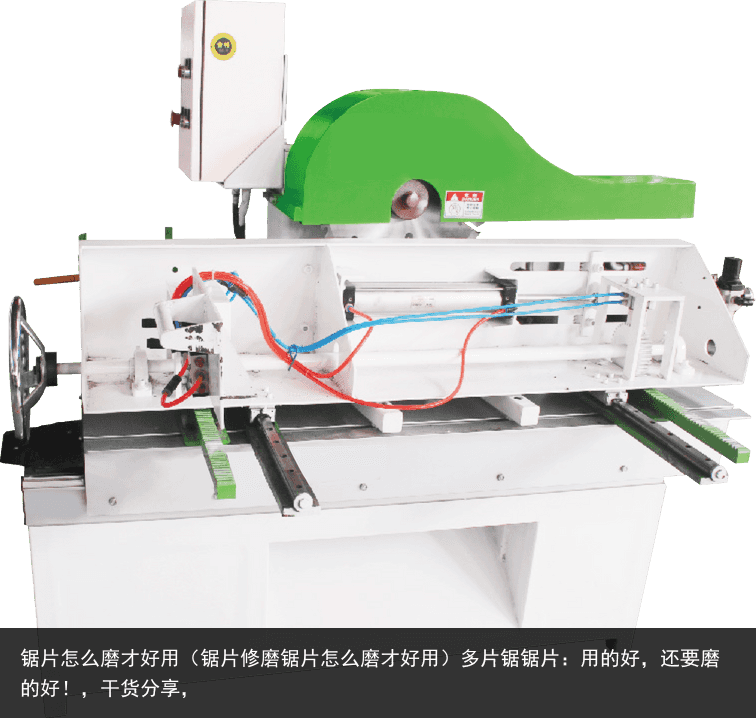
随着多片锯机器的普及,锯片的好坏直接影响了锯切的加工效率和生产成本。锯片在使用过程中,修磨的好坏会影响锯片再次使用的品质,其重要性不言而喻。目前很多木材厂对此重视程度不够,有些厂家虽然足够重视但因缺乏相关的专业知识修磨中存在较多的问题。今天我们就给大家讲下锯片应该如何正确修磨。
首先是对锯片何时应该修磨的判断,即锯片什么时间应该修磨。
一是从锯切后的木材表面判断,如新锯片锯切出来的木板表面较光滑,无明显起毛、上下锯错位的问题,一旦出现这些问题并且不再消失就要及时修磨;
二是根据锯切声音判断,一般来说新锯片锯切声音较清脆,锯片应该修磨时声音则较沉闷;
三是根据机器的工作功率来判断,锯片应该修磨时机器因负方木多片锯荷增加导致工作电流加大;
四是根据管理经验制定锯切多长时间后修磨。
其次是如何正确修磨多片锯锯片。
目前多片锯锯片一般只选择修磨前角,正确的修磨方式是应保持锯片原角度不变,同时保持修磨面和锯片焊接面平行,见下图:
很多厂家把锯片修磨成以下形状:!!!


这两种方式均改变了锯片原来的角度,容易造成修磨后锯切时间变短,甚至引起锯片变形烧片等问题;
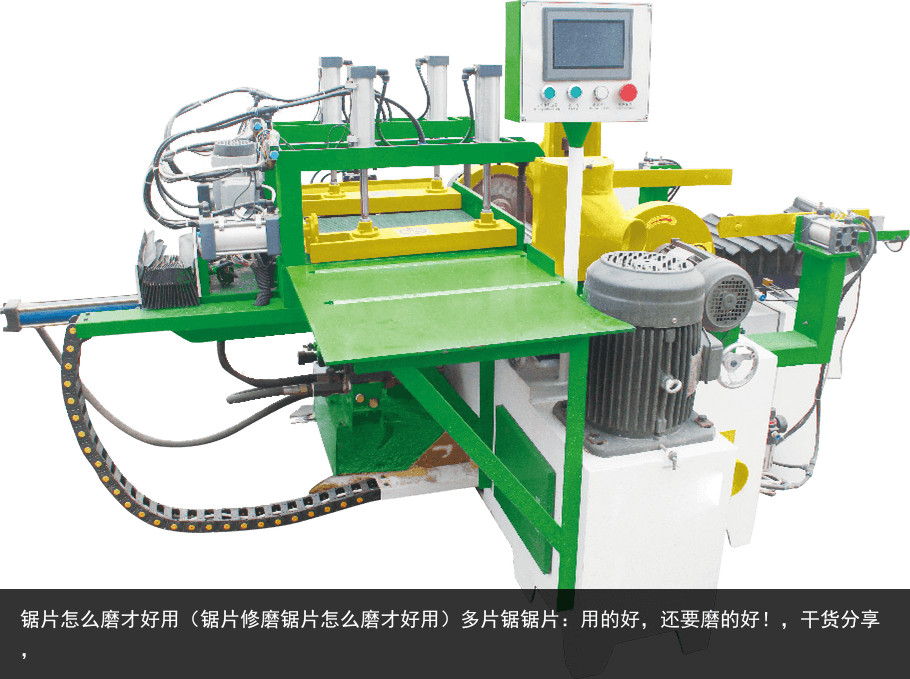
0后是锯片修磨机器的选择。
目前大多数木材加工厂使用传统小磨王磨齿机,但是因为是手工操作,极易造成每颗齿修磨力度不同且修磨量过大,使原本可以修磨10次的锯片只磨了5次就报废,同时容易改变锯片角度(见上图),前角左右斜齿分两次磨出来,操作师傅稍微分心就易磨错,0后锯片可能方木多片锯只能磨3次。很多老板选择购买小磨王磨齿机感觉只要几百元确实很便宜,但是常年累月累计造成的锯片损耗,生产效率低根本没有考虑,这个损失是巨大的,因此推荐大家使用全自动磨齿机。
目前市场上很多自动磨齿机采用小磨王这种砂轮不进给,靠锯片进给的结构其实是不合理的,这样很容易磨不出来尖,导致锯片不够锋利,影响使用寿命,见如下视频:
专业型全自动磨齿机应该是锯片固定,砂轮进给从齿尖磨到齿底然后砂轮轻微抬起退刀(有些机器直上直下修磨,退刀时容易把齿尖碰掉),砂轮可以翻头前角左右斜齿一遍即可以全部磨完,见如下视频:
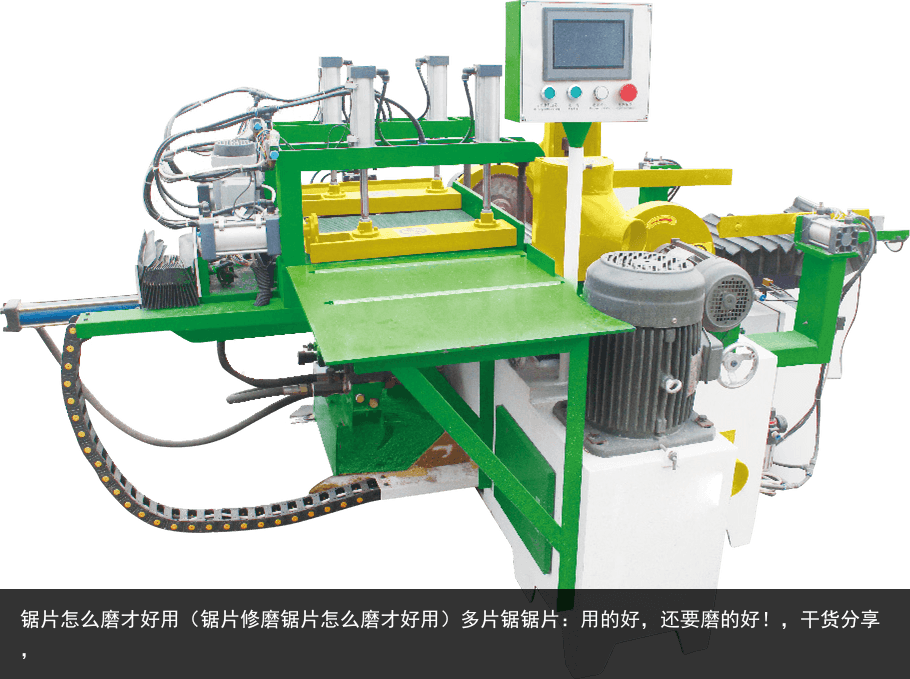
杭州锐伦精密工具有限公司新推出市场的HX100型全自动磨齿机符合这个标准,可以为您提高锯片修磨精度,进方木多片锯而提高生产效率降低成本。附机器图片及参数:

机器尺寸(CM):长*宽*高为110*90*120
机器重量:400kg
锯片修磨范围:100-700mm
锯片修磨速度:可调节(305*36齿为2.5-3分钟)