传真:0763-5383627
QQ:137454305
邮箱:137454305@qq.com
地址:清远市清新区太和镇飞水开发区创意智能工业园
在木家具的生产过程中,要用到各类机械设备,其中与直接与木材相接触并起到切削或者镂铣作用的就是机械上的各种刀具了,俗话说磨刀不误砍柴工,要想使用好各类机械,也必须首先了解加工中用到的刀具。

锯切是家具生产的一道重要工序,不管是板式还是实木家具首先都要进行开料,这就离不开各种各样的开料设备以及锯片了,锯片的选择和使用对后续的加工有着重要的影响,所以认识锯片和了解其使用及维护保养方式也是十分重要的。

材质
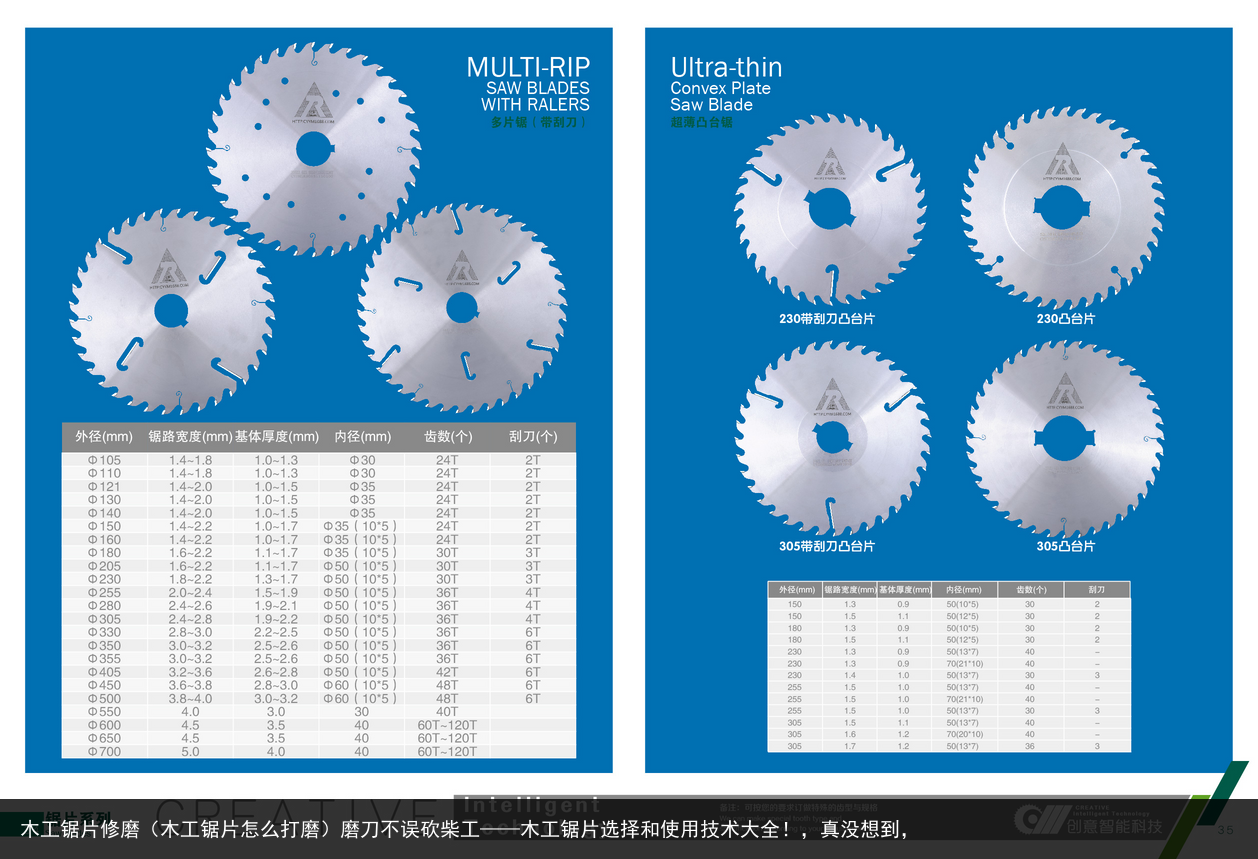
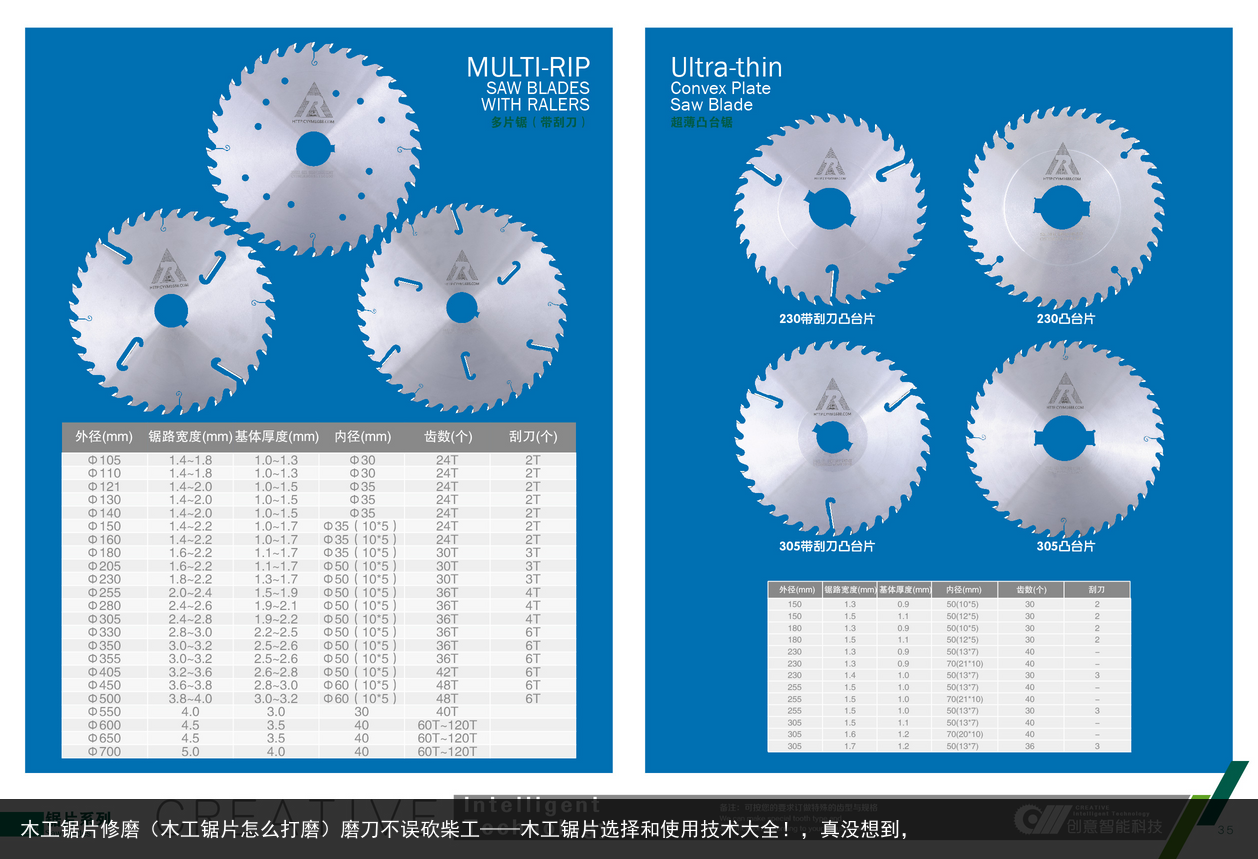
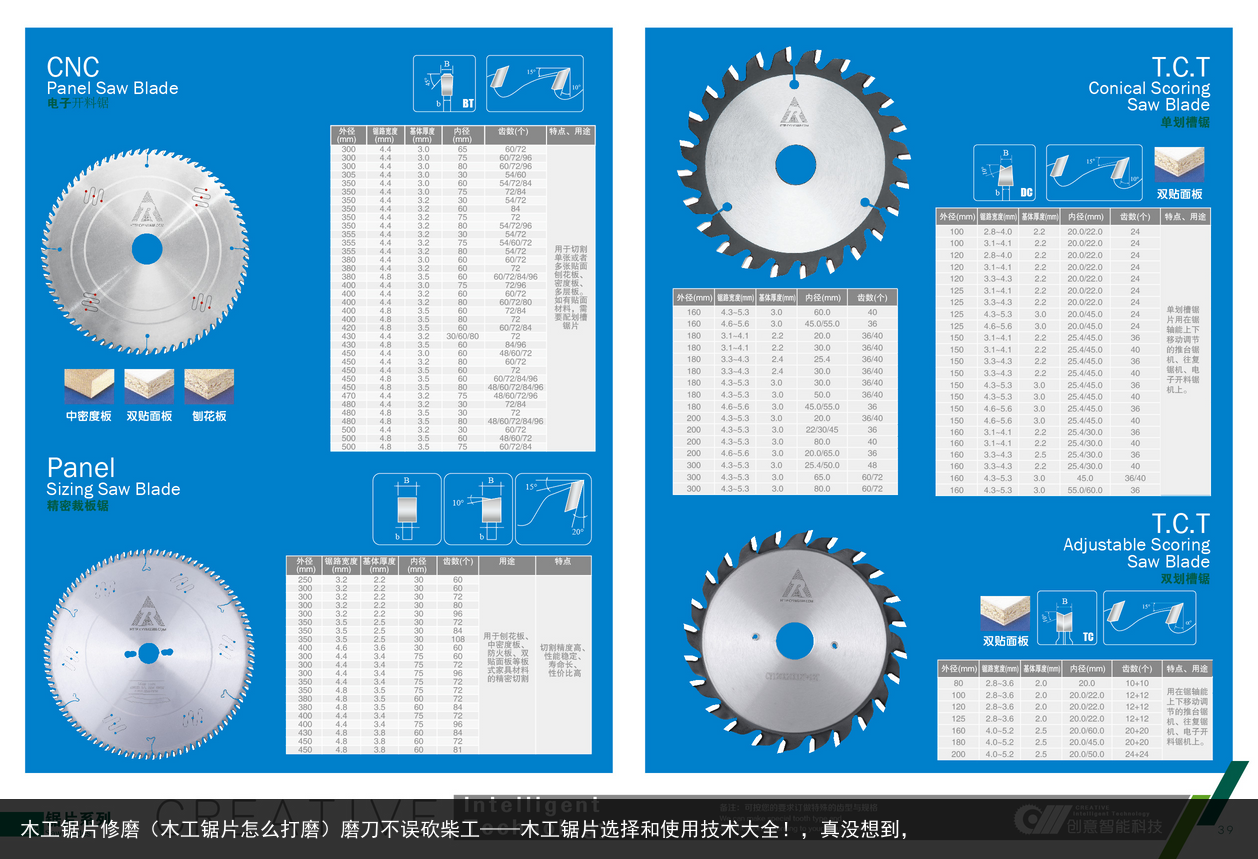
根据所切割材料的不同,锯片有不同的材质,一般可分为的高速钢锯片(HSS锯片)、硬质合金锯片、镶齿合金锯片、金刚石锯片等。木工锯片一般选用的都是硬质合金锯片,是木制品加工0常用的刃具,硬质合圆木多片锯金锯片的质量与加工产品的质量有密切关系。

硬质合金常用的种类有钨钴类(代号YG)、钨钛类(代号YT)。由于钨钴类的硬质合金抗冲击性较好,在木材加工行业中使用更为广泛。木材加工中常用的型号为YG8-YG15,YG后面的数字表示钴含量的百分数,钴含量增加,合金的抗冲击韧性和抗弯强度有所提高,但硬度和耐磨性却有所下降,要根据实际情况加以选用。

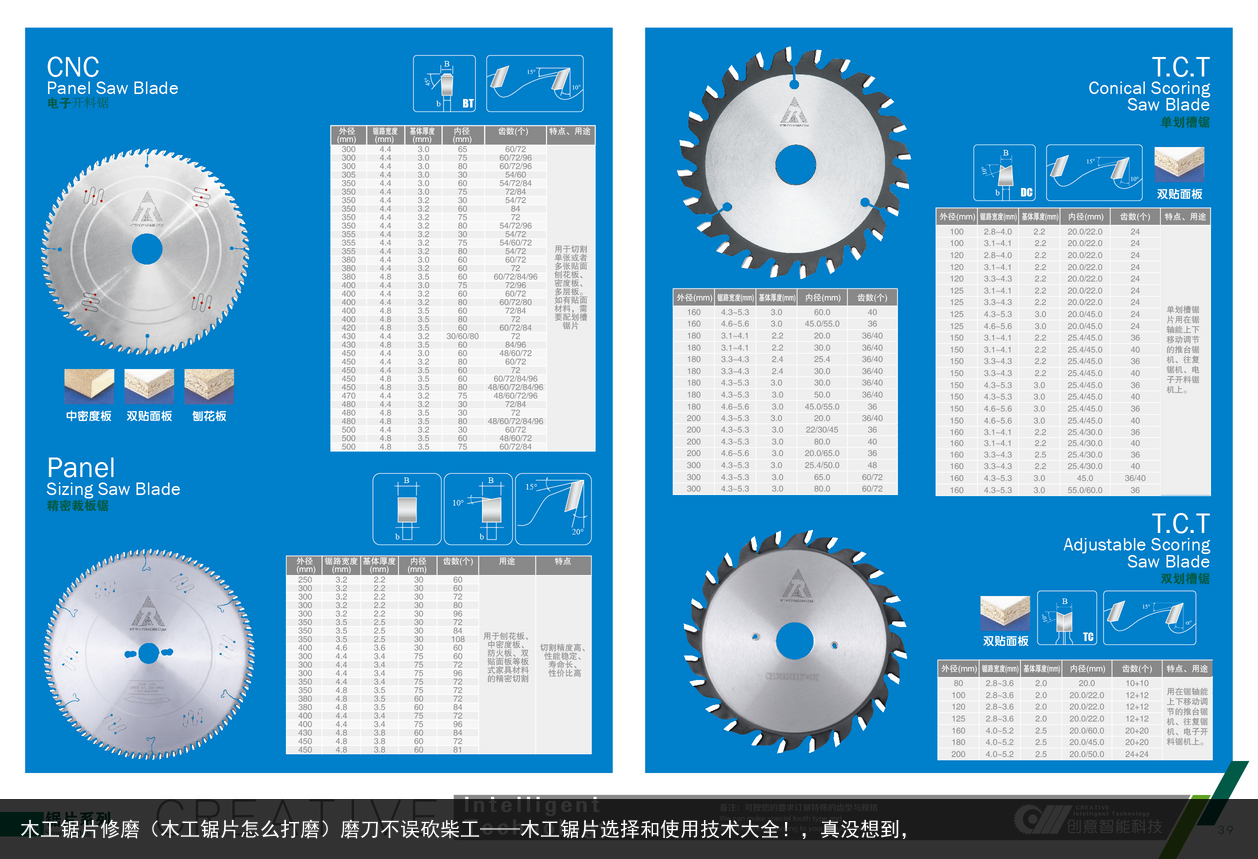
齿形
木工锯片有多种不同齿形,常用的齿形有左右齿、平齿、梯平齿、倒梯形齿、燕尾齿、以及并不多见的工业级的三左一右、左右左右平齿等。

其中左右齿运用0为广泛,切削速度快,修磨相对简单。适用于开料和横锯各种软、硬实木型材和密度板、多层板、刨花板等。带有负前角的左右齿锯片由圆木多片锯于锯齿锋利、锯切质量好,通常用于贴面板的锯切。
梯平齿是梯形齿和平齿的组合,修磨比较复杂,锯切时可减少贴面崩裂现象,适用于各种单双贴面人造板、防火板的锯切。
倒梯齿常用于裁板锯底槽锯片中,在锯切双贴面的人造板时,槽锯调整厚度完成底面的开槽加工,再由主锯完成板材的锯切加工,以防止锯口出现崩边现象。

平齿锯口较粗糙,切削速度较慢,修磨0为简单。主要用于普通木材的锯切,成本较低,或用于开槽锯片以保持槽底平整。
厚度
锯片的厚度从理论上越薄越好,因为锯缝是一种消耗。合金锯片基体的材料和制造锯片的工艺决定了锯片的厚度,厚度过薄,锯片工作时容易晃动,影响切削的效果。选择锯片厚度时应从锯片工作的稳定性以及锯切的材料去圆木多片锯考虑。有些特殊用途的材料要求的厚度也是特定的,应该按设备要求选用,如开槽锯片、划线锯片等。

直径
锯片直径与所用的锯切设备以及锯切工件的厚度有关。锯片直径小,切削速度相对比较低;锯片直径大对锯片和锯切设备要求就要高,同时锯切效率也高。锯片的外径根据不同的圆锯机机型选择使用直径相符的锯片。

标准件的直径有:110MM(4寸)、150MM(6寸)、180MM(7寸)、200MM(8寸)、230MM(9寸)、250MM(10寸)、300MM(12寸)、350MM(14寸)、400MM(16寸)、450MM(18寸)、500MM(20寸)等,精密裁板锯的底槽锯片多设计为120MM。
齿数
一般来说锯片齿数越多,圆木多片锯在单位时间内切削的刃口越多,切削性能越好,但切削齿数多需用硬质合金数量多,锯片的价格就高,但锯齿过密,齿间的容屑量变小,容易引起锯片发热;另外锯齿过多,当进给量配合不当的话,每齿的削量很少,会加剧刃口与工件的磨擦,影响刀刃的使用寿命。通常齿间距在15-25mm,应根据锯切的材料选择合理的齿数。


基本要求
对锯片的使用首先要满足以下基本要求。首先,应该按设备的设计要求选择合适的锯片。其次所配设备应具备安全保护装置,如:防护罩,断电刹车,过载保护等。再次必须有专业操作人员安装和使用,并穿戴劳动服装,佩带防护镜,耳罩等。值得注意的是操作人工进料的锯切设备时,作业者不圆木多片锯能带手套,长发要置于工作帽内,并注意领带及袖口,以防发生危险。使用环境还应远离火源和潮湿的环境。

安装要求
为保证安全,木工锯片的安装应做到以下5步。

1、设备状态须良好,主轴无变形,无径跳,安装固定牢固,无振动等。
2、检查锯片有无损坏,齿型是否完整,锯板是否平整光洁,以及有无其他异常现象,以确保使用安全。
3、装配时,确定锯片箭头方向与设备主轴旋转方向一致。
4、锯片安装时要保持轴心,卡盘和法兰盘的清洁,法兰盘内径与锯片内径一致,确保法兰盘与锯片紧密结合,装好定位销,拧紧螺母。法兰盘的大小要适当,外径应不小于锯片直径的1/3。
5、设备开动前,确保安全的情况下,有专人操作设备,点动空转,检查设备转向是否圆木多片锯正确,有无振动、锯片装好后先空转几分钟,无打滑、摆动或跳动后正常工作。使用要求
在操作使用时,为保证安全和锯截效果良好,也有不少需要注意的问题。工作时,工件应确保被固定,木材进给符合吃刀方向,不要施加侧压力或曲线切割,进刀要平稳,避免刀刃冲击性接触工件,从而导致锯片破损、或工件飞出,发生意外事故。一旦发现声音和振动异常、切割面粗糙、或产生异味时,必须立即终止作业,及时检查,排除故障以免发生意外事故。

此外,在开始切削及停止切削时,不要进刀太快,避免造成断齿及破损,同时设备排屑槽和吸渣装置要确保畅通,以防积渣成块,影响生产和安全。
锯片保养
锯片如不立即使用,应将其平放或利用内孔将其悬挂起来,平放的锯片圆木多片锯上不能堆放其它物品或脚踩,并要注意防潮,防锈蚀。

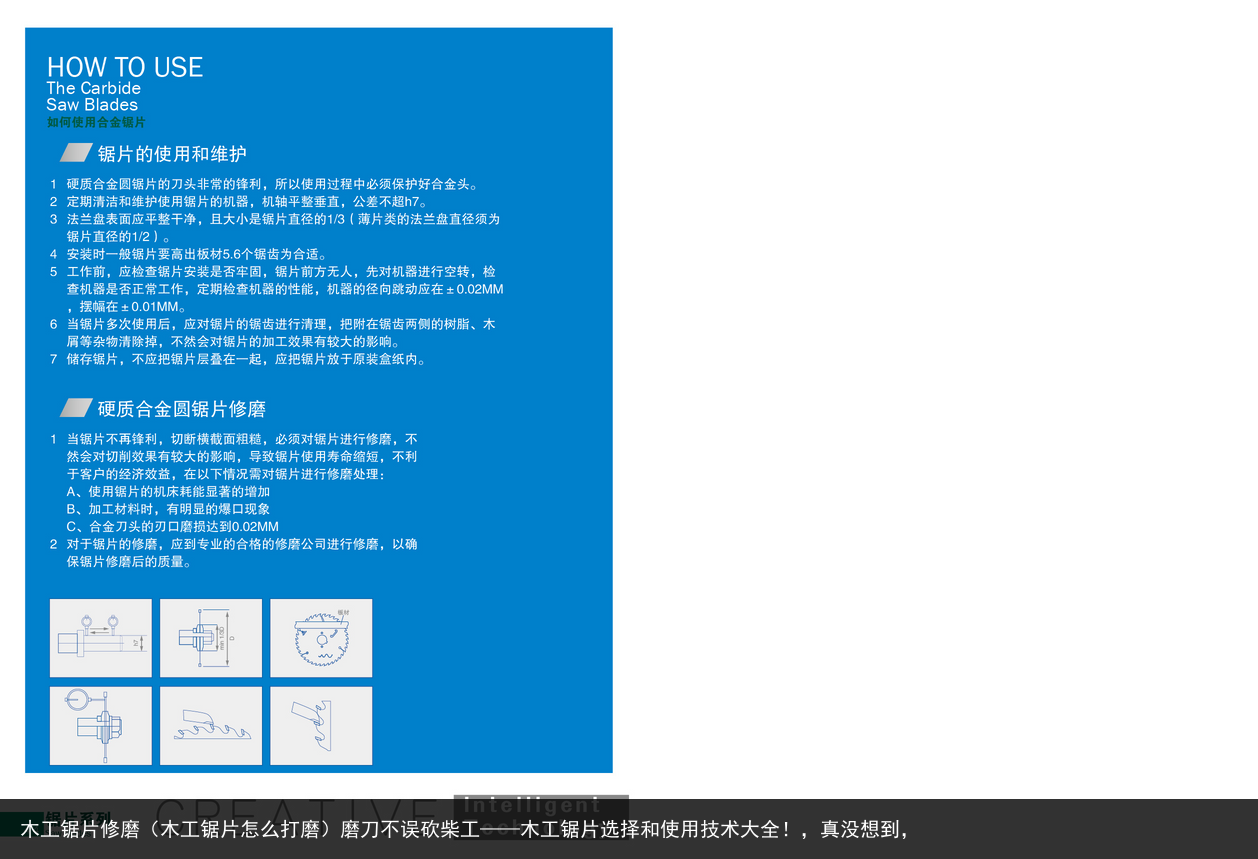
当锯片不再锋利、切割面粗糙时,必须及时进行再修磨。修磨不能改变原角度和破坏动平衡。

锯片的内径修正、定位孔加工等,必须由厂方进行。如果加工不良,会影响产品使用效果,并且可能发生危险,扩孔原则上不能超过原孔径20mm,以免影响应力的平衡。